【全新视界!】《平利》 本地 景观护栏重信誉厂家产品视频,带你领略产品新风尚!
以下是:平利《平利》 本地 景观护栏重信誉厂家的图文介绍


双金属复合管的生产方法有哪些呢? 这里给大家介绍介绍。将装配好的内外管放置在水槽内,将集束 放置在内衬管轴线上,通过 瞬间生产的爆炸力,引起水槽内水压瞬间增高,瞬间增高的水压,在瞬间内推动内衬管在直径方向向外扩张,在轴向方向向内收缩,向外扩张的内衬管在水压的作用下,扩张置外基管的内表面上,并在水压的作用下,随外基管继续扩张,直至压力消失,复合成形。受双金属复合管成形基理的限制,要使外基管处于弹性变形范围,不均匀的外基管壁厚,使得批量生产,在装填 时,用量上受到限制。药量大了,瞬间冲击波大,外基管易发生 变形,甚至不安全,使得结合力反而下降;药量小了,冲击力小,内衬管达不到一次性充分塑性变形,导致双金属复合管结合力小。通常为0.5 MPa左右。由于爆炸成形工艺的特点,导致内衬管轴向方向向内收缩。为了保证管口整圆,不得不进行二次校正。 不锈钢复合管的压力是比较大的,而且它不容易变形,色泽又是比较光亮的,对于不锈钢复合管的各种的耐磨性能比较好,各种的应用都是比较广泛的。不锈钢复合管虽然是比较坚固,也是比较耐用,但是它在使用中还是出现了很多的问题的,比较常见的就是不锈钢复合管变形,在护栏和栏杆上是能看出来的,常见的不锈钢变形是一个比较重要的问题,也是影响使用和形象的一个比较重要的因素之一。



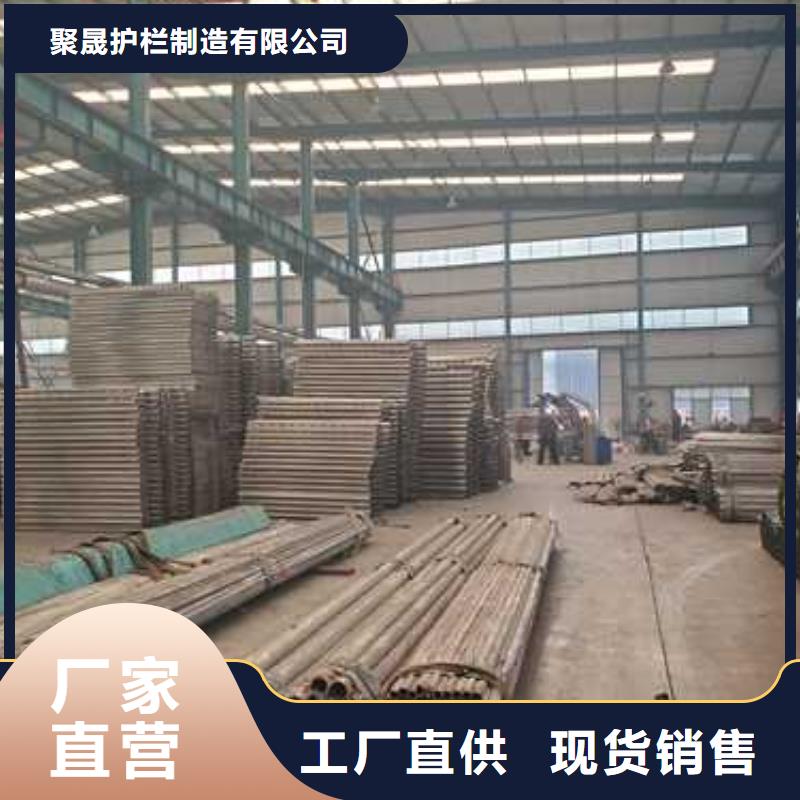
聚晟护栏制造有限公司是一家集科研、生产及销售为一体的综合性企业。专业从事各类 镀锌喷塑防撞栏、研发与生产。公司生产设备先进,技术力量雄厚,检测设备齐全。产品销往全国各地并己远销俄罗斯,泰国,越南,伊朗等十几个国家和地区。受到用户的一致好评。公司本着“以人为本,质量为先,市场在变,诚信不变”的经营理念,以“诚信、合作、发展、创新”为宗旨,走科学创新的道路,不断推出更优的产品,以适应高速发展的建筑行业的需求。


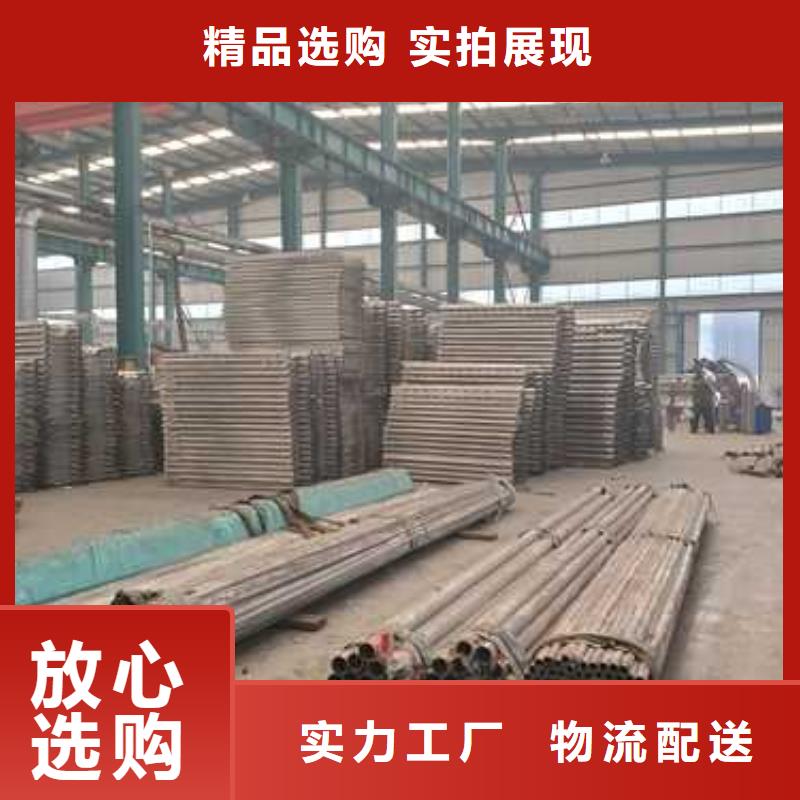
不锈钢栏杆/碳钢复合管,是由不锈钢与优质碳素结构钢,经高科技同步复合焊接而成,产品兼具不锈钢 美观的华丽外表,抗腐蚀性能和碳素钢结构强度大的诸多突出优点。 不锈钢栏杆复合管取不锈钢与碳素的长处,互补短处。其材质坚韧、强度高、刚性好、可弯曲、可焊接、耐腐蚀、日晒雨淋不生锈、不脱层、经久耐用、豪华美观,具有良好的加工性能和 美丽的外表。 不锈钢栏杆复合管合适的折弯,造就了此种产品独有的美观效果,而且护栏立柱表面可采用多种颜色的喷塑处理,同时此种产品多采用带底盘护栏立柱,安装只需打好膨胀螺栓,非常的快捷。 不锈钢栏杆复合管护栏具有美观大方、经济实用、方便运输和安装简单的特点。 不锈钢栏杆复合管护栏防破坏性能高、钢性好,造型美观,视野宽广;不锈钢复合管,安装 简便,感觉明亮,轻松。 不锈钢栏杆复合管护栏、合适的折弯,造就了此种产品独有的美观效果,而且护栏立柱表面可采用多种颜色的喷塑处理,立柱与不锈钢碳素钢复合管不同颜色的搭配更是令人赏心悦目。 不锈钢栏杆复合管护栏用护栏立柱外观美:色泽鲜艳、表面光滑、细腻且防锈耐腐蚀性好、可弯曲、焊接、良好的机械、加工、安装性能.



不锈钢复合管具有以下优点: 不生垢、不结瘤、耐腐蚀在钢管内复合薄壁不锈钢管,不锈钢管的材质为“GB12771-2000流体输送用不锈钢焊接钢管”规定的0Cr18Ni9(美国标准为AISI304),由于钢中含有18%的铬,在使用过程中管道内壁形成一层极薄的氧化铬薄膜,该薄膜阻止金属继续氧化,故不锈钢有很强的耐腐蚀性能,http://www.sdsgg.com/不仅能承受水和空气的腐蚀,而且可以承受弱酸弱碱的腐蚀。外复不锈钢管的厚度有0.4-1.2毫米,而镀锌钢管的镀锌层厚度仅为0.07毫米,厚度相差5.7-17倍,不锈钢的耐腐蚀性和致密性又强于镀锌钢管镀锌层。所以,内衬不锈钢复合钢管在使用过程中不用担心因内壁锈蚀产生结垢、结瘤而使内孔缩小。 可以焊接 3.1内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。3.3 焊前应采用机械方法及有机溶剂,清除焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。3.4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法推荐采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。 焊接设备焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时推荐采用直流电焊机。3.6 焊接程序先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。3.7 焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。








 扫一扫
扫一扫